
Ohne Zündfunken gibt es keine Kurbelwellenumdrehung. Wir haben mit den Experten von Nissens darüber gesprochen, wie wichtig eine vermeintlich einfache Komponente für den zuverlässigen Betrieb eines Motors ist und welche Anforderungen sich daraus für die Produktion ergeben.
Wie Nissens zur Zündspule kommt
Eigentlich sollte man meinen, dass Zündspulen nicht wirklich gut zu einem Unternehmen passen, welches bisher vor allem im Thermomanagement stark aufgestellt war. Doch seit der Übernahme von Nissens durch die amerikanische SMP Gruppe (Standard Motor Products) ergeben sich Synergieeffekte, die auch die Dänen zu nutzen wissen.
Denn viele Komponenten, die für den Betrieb von Heizung und Klima wichtig sind, wie Magnetventile, Magnetkupplungen von Klimakompressoren, aber auch Expansionsventile der Klimaanlage oder simple Relais, basieren auf Spulen, mit denen ein Magnetfeld gezielt aufgebaut werden kann. Eine Zündspule nutzt die gleiche Technik, um mittels zweier Spulen (Primär und Sekundärwicklung) auf der Betriebsspannung des Fahrzeugs, in der Regel etwa 13 Volt, die Zündspannung von 25.000 bis 30.000 Volt zu erzeugen.
Da also die Grundkompetenz, das Knowhow über Komponenten auf Basis von Spulen und deren korrekter Auslegung bereits im Unternehmen vorhanden war, entschloss man sich, auch Zündspulen unter der Marke Nissens zu entwickeln.
Aufbau einer Zündspule
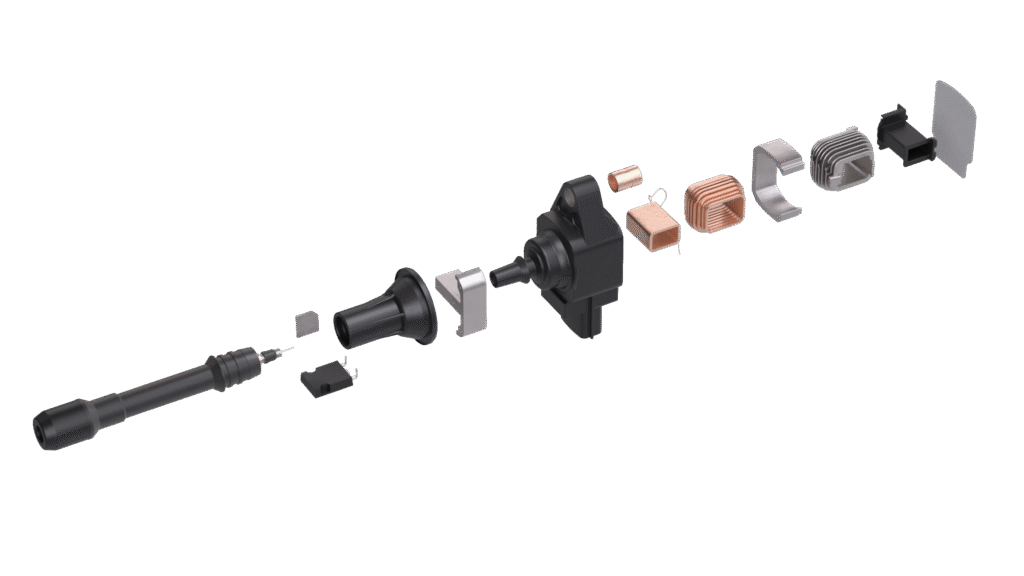
Eine Zündspule besteht im Wesentlichen aus der Primär- und Sekundärwicklung, die durch einen gemeinsamen Eisenkern verbunden sind. Dieser verstärkt das Magnetfeld. Ein Transistor (MOSFET oder IGBT) schaltet den Primärstrom entsprechend dem Signal des Motorsteuergeräts auf die Primärspule. Das abrupte Unterbrechen dieses Stroms induziert einen Strom in die Sekundärspule, die dabei eine Hochspannung von bis zu 30.000 Volt aufbaut und den Funken an der Zündkerze überspringen lässt.
Die Gehäuse werden im Spritzgussverfahren aus thermoplastischen Kunststoffen mit Glasfaserverstärkung, in der Regel PBT-GF30, hergestellt. Schaftdichtungen und Zündkerzenstecker werden ebenso aus Silikonmaterial gefertigt. Um die elektrischen Komponenten vor Vibrationen, Feuchtigkeit und Öl zu schützen, werden diese nach der Montage in Epoxidharz vergossen.
Fertigung in Europa
Was in der Theorie einfach klingt, erfordert in der Praxis einen umfangreichen Maschinenpark und spezialisierte Mitarbeiter, die diesen bedienen können. Eine typische Zündspule besteht aus fünf bis sieben Hauptteilen, die um einzelne Federn, Kontakte oder Klammern ergänzt werden. Bei SMP in Polen fertigt man bereits seit 20 Jahren Zündspulen, die auch unter anderen Markennamen vertrieben werden. Jährlich laufen in Bialystok rund 6,5 Millionen Zündspulen vom Band.

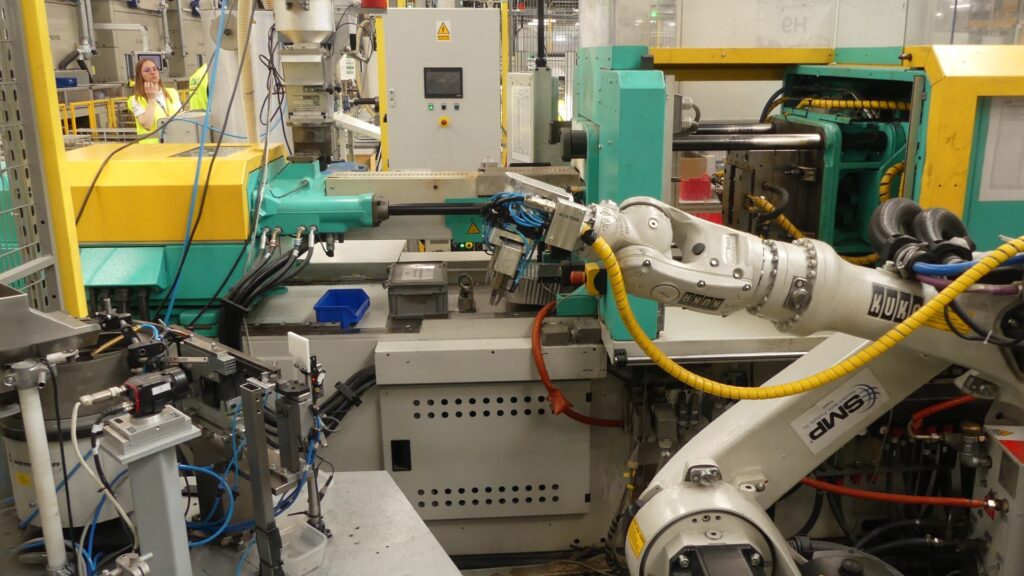
Die Basis für die Spulen sind die Spulenkörper, die man auf Aarburg-Spritzgussmaschinen aus Deutschland herstellt. Diese nehmen später die einzelnen Windungen der jeweiligen Wicklungen auf und müssen je nach Modell (Einzel- , Doppel- oder Balkenspule) angepasst werden. Um die Effizienz in der Produktion sicherzustellen, setzt das Unternehmen zunehmend auf hohe Automatisierung der einzelnen Prozessschritte und den Einsatz von Robotern.
Vom Granulat bis zum fertigen Spritzgussteil vergehen nur wenige Sekunden. In dieser Zeit entnimmt der Roboter die fertigen Teile aus den Formen und lädt Messingkontakte nach, die direkt in die Spulenkörper eingespritzt werden.

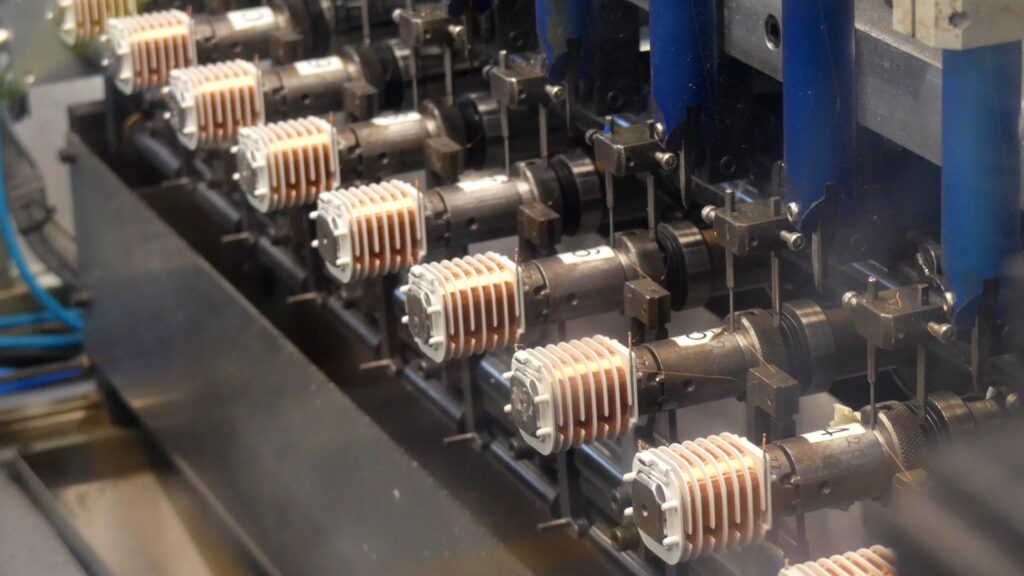
Wenn die Spulenkörbe abgekühlt sind, werden sie zur Wickelstation gebracht. Von riesigen Spulen wird feiner Kupferdraht auf die Körbe gespult, die die kleineren Primärspulen bilden. Auf die wesentlich größeren Sekundärspulen, die die eigentliche Zündspannung erzeugen, werden rund 1.000 bis 2.500 Meter von einem noch dünneren Draht mit einer Stärke von nur 0,04 Millimetern aufgespult. Die benötigte Länge sowie die Anzahl der Wicklungen ergeben sich aus dem Verhältnis der Wicklungen von Primär- zu Sekundärspule sowie der benötigten Zündspannung, die fahrzeugspezifisch auch leicht schwanken kann.

Sind die beiden Spulen gewickelt und alle übrigen Gehäusekomponenten fertiggestellt, gelangen die Komponenten zu den Montagelinien. Dort setzen Mitarbeiter und Roboter die Einzelteile teils von Hand, teils automatisiert zu kompletten Zündspulen zusammen. Wie bei vielen Aftermarketprodukten ist dabei die gefertigte Losgröße entscheidend für den Grad der Automatisierung.
Bei Dauerbrennern und neuen Produkten mit großer, wachsender Nachfrage ist die Montagelinie hochautomatisiert. Bei älteren Produkten und Nischenanwendungen, die nur noch wenig nachgefragt werden, aber dennoch im Programm bleiben sollen, nutzt man die Flexibilität der geschulten Mitarbeiter. Diese können unterschiedliche Modelle am selben Arbeitsplatz montieren, ohne dass ein großer Rüstaufwand betrieben werden muss.

Im letzten Bearbeitungsschritt werden die empfindlichen Komponenten vollständig mit Epoxidharz vergossen, um sie dauerhaft vor Feuchtigkeit, Vibrationen und austretendem Motoröl zu schützen. Das Harz, das bei der Anmischung noch flüssig ist, füllt selbst die kleinsten Räume innerhalb der Spulen aus und kapselt die Kupferdrähte so sicher von allen äußeren Bedingungen ab. Zum Aushärten wandern die Zündspulen abschließend in einen Durchlaufofen.
Einzelstückprüfung

Bevor die Spulen ihre Typbezeichnung auf der Stirnseite erhalten, müssen sie eine finale Qualitätsprüfung durchlaufen. Dabei werden sie auf Leitfähigkeit, Zündspannung und -energie getestet. So stellt das Unternehmen sicher, dass alle ausgelieferten Spulen den eigenen Qualitätsstandards entsprechen.
Designverbesserungen für den Aftermarket
Da das Unternehmen auf langjährige Erfahrung in der Fertigung von Zündspulen zurückgreifen kann, fließt stets auch eigenes Know-how in die Produktion neuer Modelle ein. So wurde etwa das Wicklungsverhältnis einer Zündspule verbessert, indem der Primärspule mehr Wicklungen hinzugefügt wurden, wodurch die Belastung der einzelnen Wicklungen gesenkt wurde. Bei anderen Spulen betrafen ähnliche Änderungen das Gießharz, das etwas elastischer gewählt wurde, sodass es nicht so schnell spröde wird. Bei einem dritten Modell, einer Blockzündspule, senkten kleine Ventilationsöffnungen die Temperatur der Spulen in den Kerzenschächten erheblich und verlängerten somit deren Lebensdauer.
Nissens steigt in den Markt für Zündspulen ein

Um den eigenen Qualitätsanspruch mit einem relevanten, breiten Angebot für den Teilehandel abzurunden, haben sich die Dänen entsprechend Zeit gelassen und die wichtigsten Fahrzeuge und Teilenummern für ihren Marktstart ausgewählt. So geht man mit einem Portfolio von rund 230 Teilenummern, die ca. 1.000 OE-Nummern ersetzen, in den Markt. Damit werden rund 65 Prozent des europäischen Marktes abgedeckt. Je nach Anwendung sind Standard-Zündspulen, Stiftzündspulen, Coil-on-Plug-Spulen, Zündspulen-Rails oder Blockzündspulen erhältlich.